

A well-known maker of consumer products needed to apply a gasket to both sides of an animal-feed storage container lid. The lid rim was produced in two sizes, required flame etching on both sides prior to gasket application, and required two minutes of cooling time on each side prior to handling. Flexible Automation developed a creative automation process whereby equipment and space was kept to a minimum.
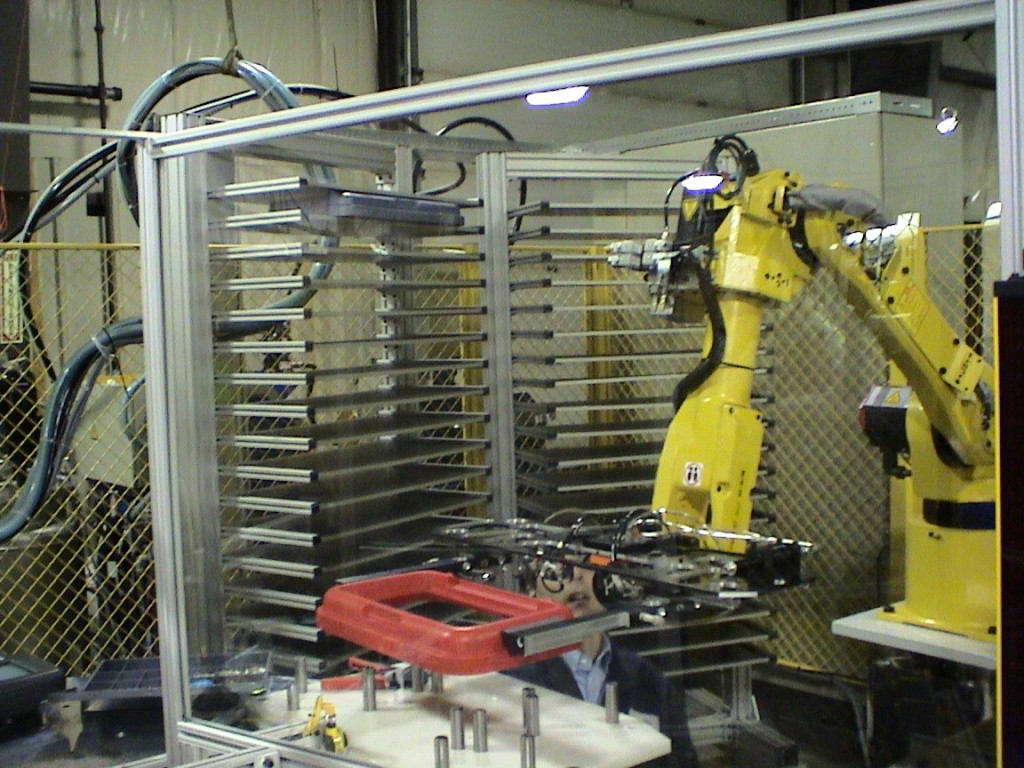
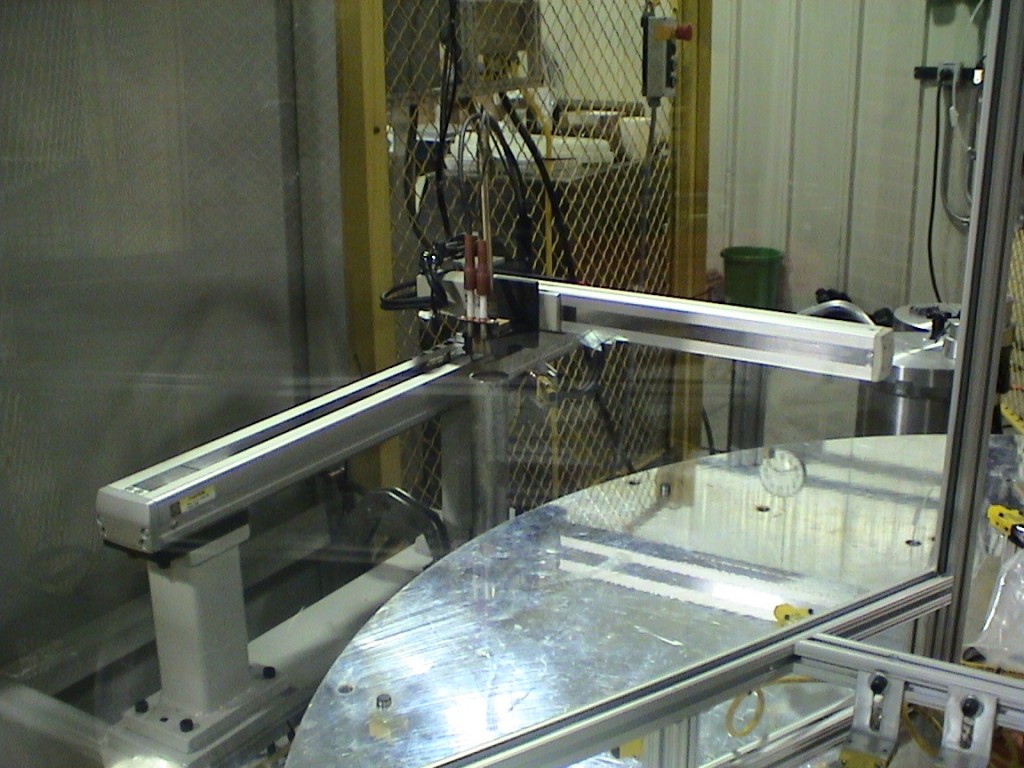
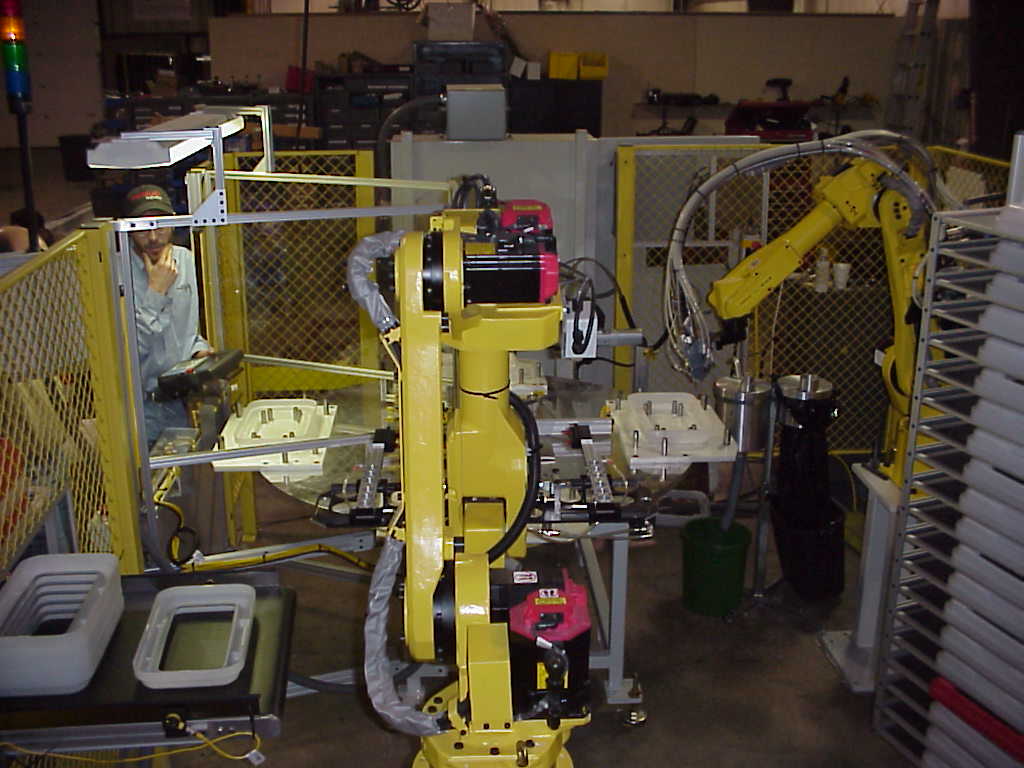
At the center of the system is a four-station rotary dial table with fixtures designed to support two sizes of product, in both the top-up and top-down orientations. At station one, an operator loads the lid rims on to the dial top-side up. At station two, a 2-axis Cartesian robot uses a natural gas flame head to etch the surface for bonding. At station three, a Fanuc 6iB robot uses a Sonderhoff-EDF brand dispense system to apply a two-part foam-in-place gasket bead. At station four, a second Fanuc 6iB robot removes the lid and places it into one of two cooling racks. This process continues until rack one is filled. From then on, robot #2 begins removing cooled lids from rack#1 and places them upside down on the rotary dial table. The operator then begins loading a part top-side up every other cycle. This allows the flame etch and gasket dispense to alternate every other cycle between top-side and bottom-side. The lids are placed into rack #2, bottom-side up to cool again for two minutes. Once that rack is filled, robot #2 begins placing a completed part on the outbound conveyor every other index.
In conclusion, an operator loads a lid every other 10 second cycle, the lid receives etching and a gasket on both sides via two trips around the rotary dial table, the lid is able to cool for two minutes on each side, and the operator removes and packs a part from the conveyor on each alternate 10 second dwell.