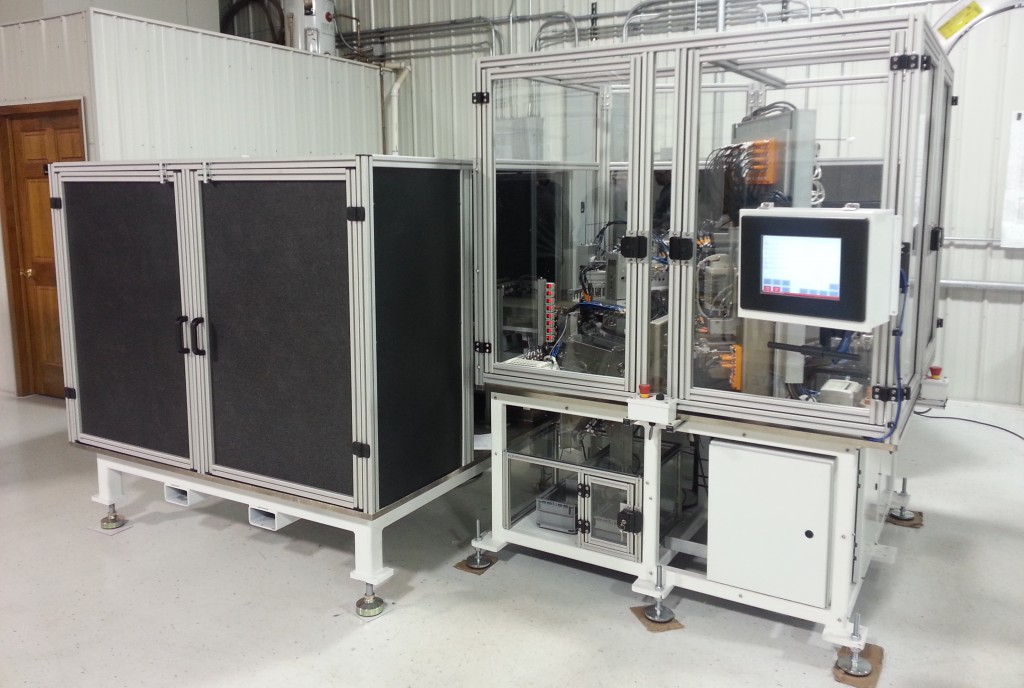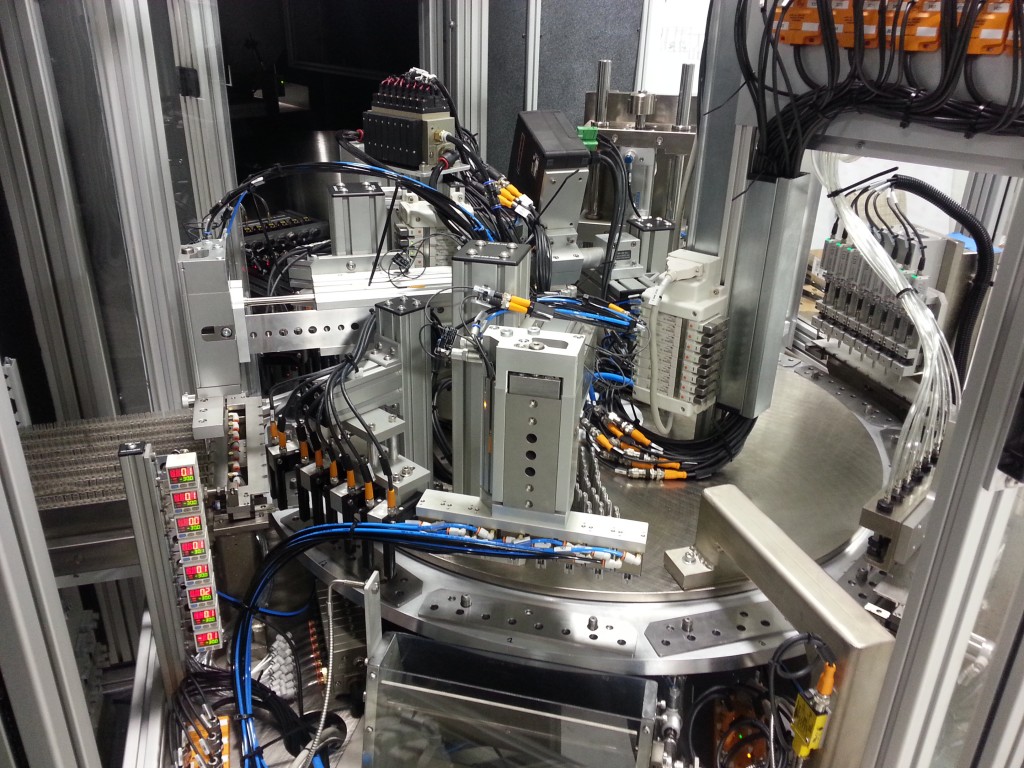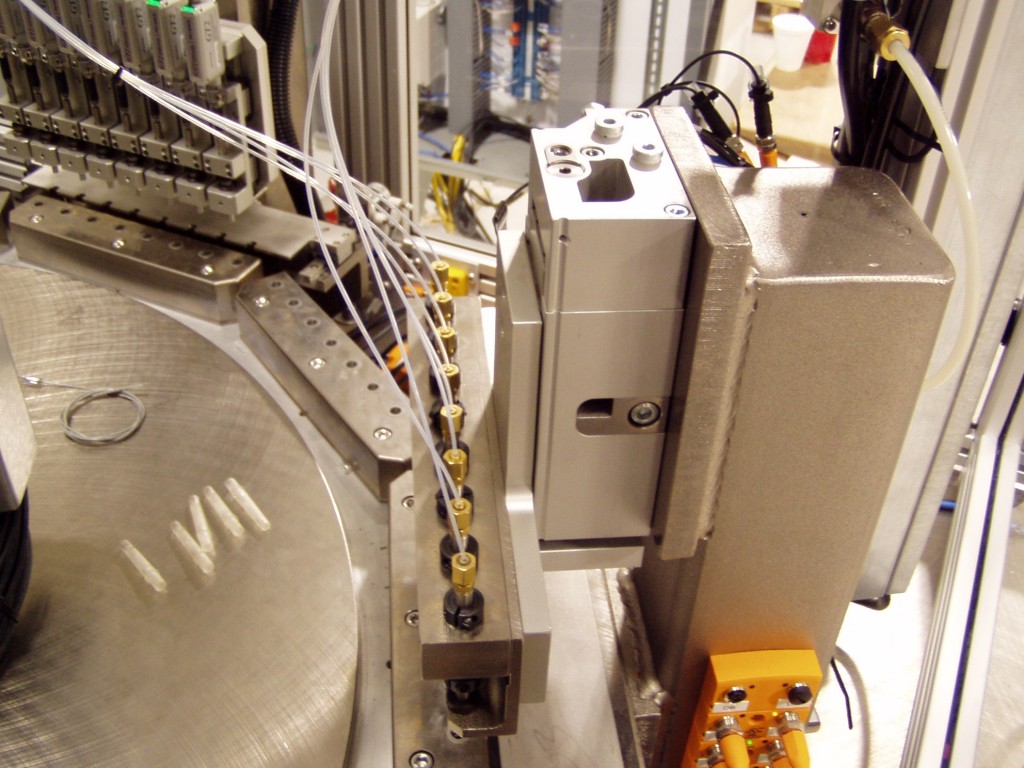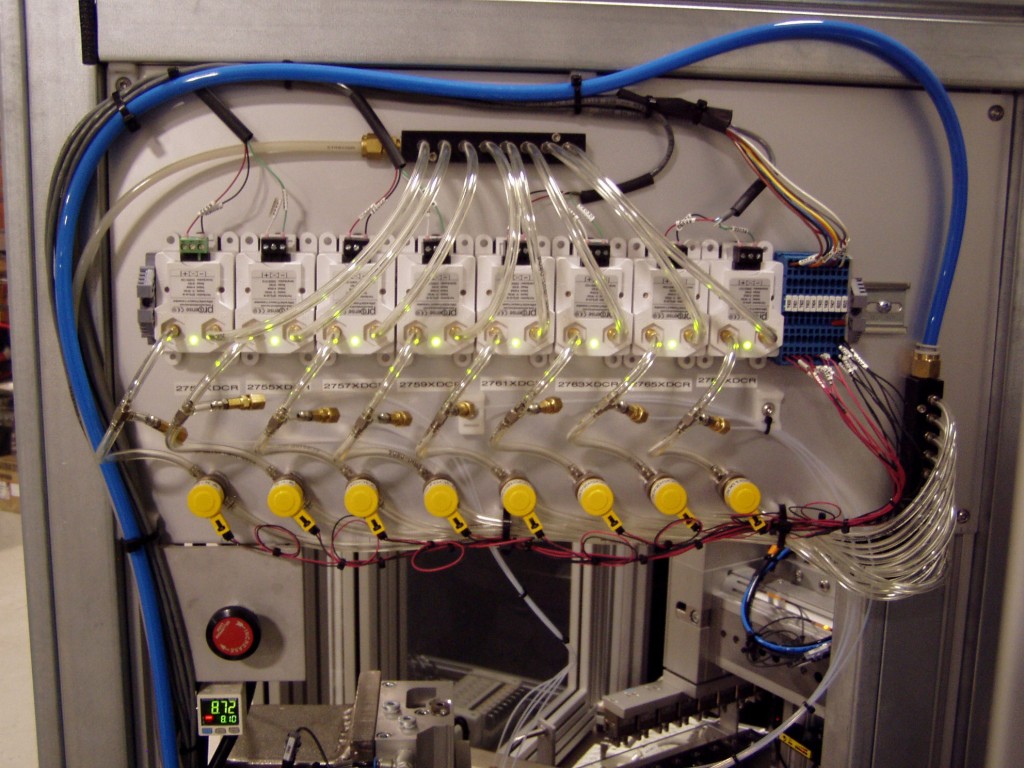
This machine was designed to assemble an IV tubing component at a rate of 150 parts per minute. A Sankyo brand indexer drives a twelve station rotary dial table. Each fixture on the dial table supports parts in an 8-up configuration. The part base component is loaded by a vibratory bowl feeder equipped with an 8-lane discharge track. Next, the part’s top component is loaded by a vibratory bowl feeder equipped with an 8-lane discharge track. At the next station, an 8-head press is used to set and interlock the components. Following this, the assembled height is verified by a bank of Keyence GT2 LDVT sensors. After that, a leak test is performed by an 8-channel system using pressure decay analysis. At the unload station a pick-n-place equipped with 8 independent grippers moves the completed parts off of the dial and into an unload chute. A diverter in the chute is used to sort the good parts from the failed parts. The last station on the dial table is equipped with through-beam sensors to confirm each position on the fixture is empty. An Automation Direct PLC and a C-More HMI are used for system control. Automation Direct’s DataWorx database software is used to capture traceability data. Stainless steel components are used extensively throughout the system as it is designed to operate within a clean room environment.