The automated system would need to handle 10 product diameters, each produced in various lengths, for a total of 90 part-numbers. The customer also requested to gauge the parts after the machining process to ensure product quality.
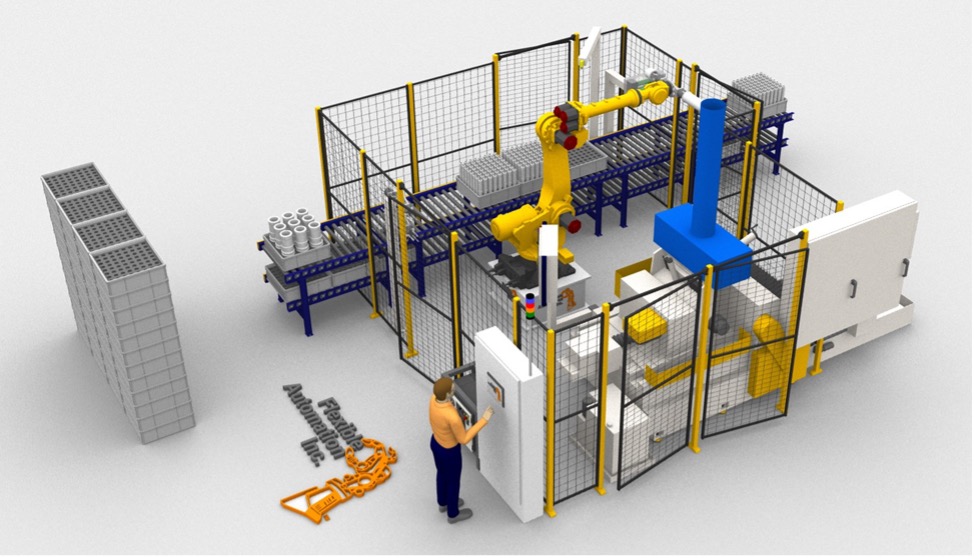
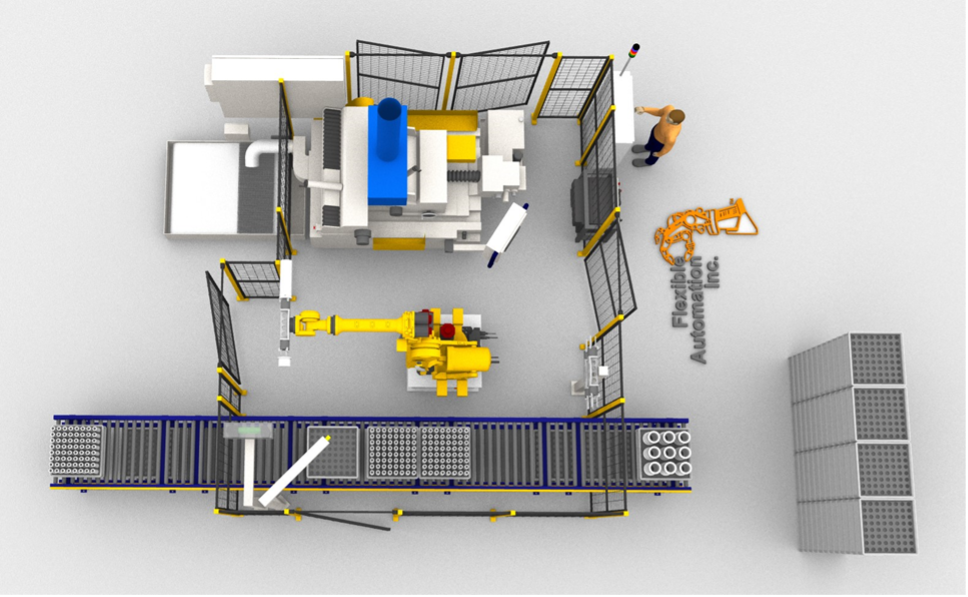
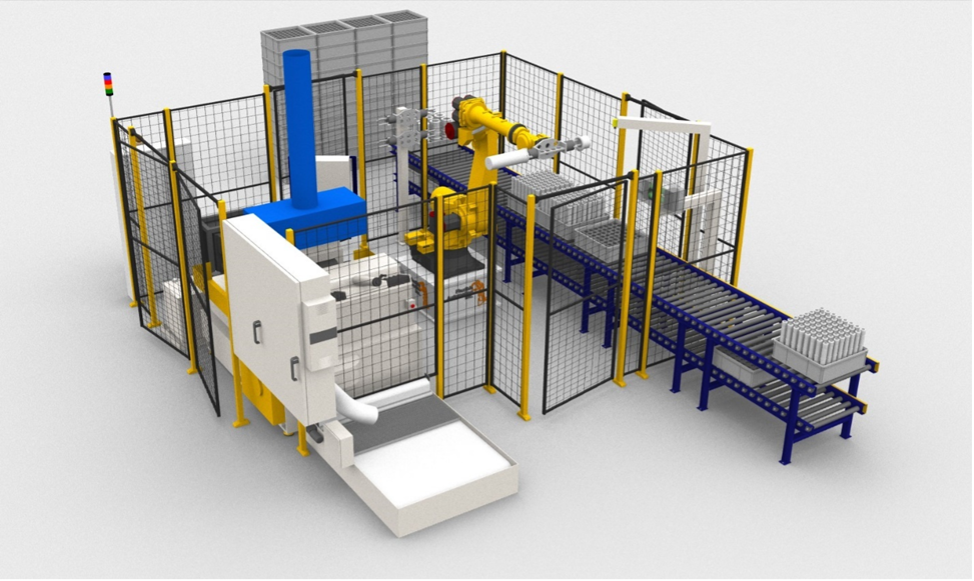
Flexible Automation proposed a robotic machine tending cell based upon a large six-axis robot, three end-of-arm tools, a tote conveyor, a laser micrometer, and a reject cart.

The customer conducted a tech-review of the proposal and the purchase order was awarded to Flexible Automation. Our project manager chaired the kick-off meeting, provided Gantt charts to the team, reviewed the critical path and conducted the safety risk assessment. The mechanical design was completed inhouse by Flexible Automation’s mechanical engineers who used SOLIDWORKS 3D CAD software. The electrical and pneumatic schematics were developed inhouse by Flexible Automation’s controls engineers who used AutoCAD 2D CAD software.
Per the standard process, the engineering data was uploaded to the Epicor ERP system and the purchase orders and work orders were released. Flexible Automation’s comprehensive machine shop manufactured the required gripper fingers, fixtures, and associated tooling, while the fabrication department prepared the necessary welded steel-tube machine bases, shrouds, and camera enclosures. Next, the mechatronic team built the controls panel, assembled the purchase materials and custom components, wired the connections, and plumbed the pneumatic lines.
The Fanuc robot program and Allen-Bradley PLC & HMI code was developed inhouse by Flexible Automation’s expert controls programmers. Once the code was uploaded, the system was debugged, optimized, dry-run, and an in-house run-off was conducted for internal validation. The customer was then invited to conduct the factory acceptance run-off.
Finally, the machine was shipped and installed at the customer’s factory where a final run-off and training was completed.
Flexible Automation provided a chain-driven live-roller (CDLR) conveyor to bring totes of product into the robot cell. A Fanuc iRVision system with a GigE camera was used to identify the location of product in the totes and to ensure tote cavities were empty prior to re- loading. A reject cart was integrated into an opening in the safety fence to allow the machine attendant to extract bad parts from the system. The cart was equipped with safety interlock switches to ensure that the robot cell would not operate while the cart was removed.

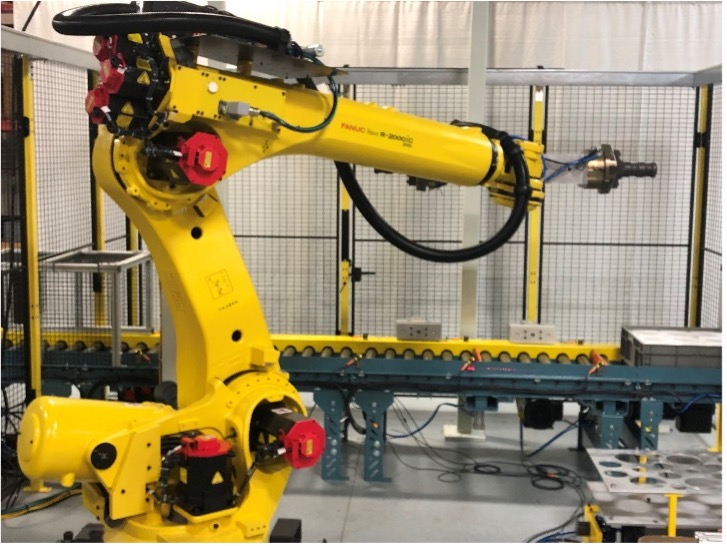
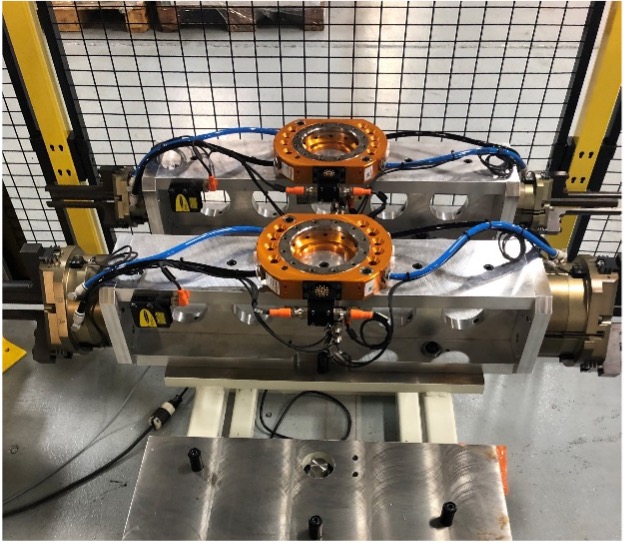
Flexible Automation integrated a Fanuc R-2000iC six-axis robot and three different end of arm tools were provided to accommodate the range of part sizes. Each EOAT had dual grippers to quickly exchange finished parts in the machining center with un-finished parts. ATI brand tool- changers were utilized to allow for quick and safe tooling change-over.
Flexible Automation protected the entire robot cell with an Axelent brand safety fence. This brand is utilized frequently by Flexible Automation because of its extensive component selection, modularity, ease of set-up, quality, and overall value. A safety-interlocked access door with a permission-to-enter latch-switch were utilized for maintenance access.

The customer has confidence in their equipment and peace of mind, knowing that Flexible Automation’s Service Business Unit is just a phone call away if needed. The project was produced using the same refined process that Flexible Automation utilizes with all of its automation solutions.